

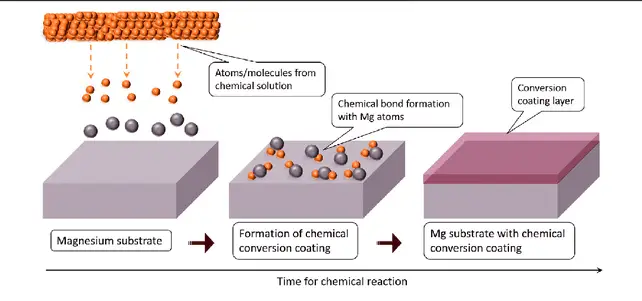
Chemical conversion coating principle
Conversion coatings are often viewed as a marvel of materials science. They generally refer to the process of converting the surface of a substrate (usually metal) into a corrosion-resistant and easily bonded coating. This conversion occurs through a chemical reaction, which results in a protective coating. Chemical conversion coatings are the backbone of many industrial processes. These coatings are formed through a chemical reaction between the metal surface and a solution containing specific compounds. The reaction produces a thin layer of adherent metal oxides or other compounds that enhance the properties of the metal. Coatings that work by changing the metal surface are usually inorganic coatings, and there is also an organic conversion coating.
Organic conversion coatings involve chemical interactions of resin molecules. These molecules undergo processes such as condensation, addition polymerization, or oxidative polymerization to form a cross-linked network. This network solidifies into a strong protective film. Imagine a spider weaving an intricate web, only here, the web is a durable protective shield covering the material.
Organic conversion coatings involve chemical reactions of resin molecules and are known for their ability to provide strong protection and enhance the beauty of various substrates. These reactions undergo processes such as condensation, addition polymerization, or oxidation polymerization. The process usually requires heat to drive and accelerate the chemical reaction, so these coatings are often called thermosetting coatings. Phenolic paints, amino baking paints, polyester paints, acrylic baking paints, etc. are cured by condensation reactions; unsaturated polyesters, two-component epoxies, two-component polyurethanes, etc. are cured by addition polymerization reactions; oil-based paints, alkyd paints, and epoxy ester paints are cured by oxidation polymerization reactions.

Organic coatings VS Inorganic coatings
Organic conversion coatings are usually divided into four types according to the curing method: air-drying coatings, curing agent-cured coatings, baking-cured coatings, and radiation-cured coatings.
- Air Dry Coatings:Air dry coatings cure by polymerization at ambient temperature with oxygen or moisture in the air. Oxidative polymers are formulated with resins that react with oxygen in the air to form a hard film. Moisture cure polyurethanes utilize the end isocyanates of the polyurethane resin to react with water molecules in the air.
This type of coating is easy to use and is ideal for applications where heat curing is not possible. They are commonly used for protective and decorative finishes on a variety of surfaces, including wood, metal, and plastic. - Curing Agent Cured Coatings:These coatings utilize a curing agent to initiate polymerization at room temperature. The curing agent (usually an amine, polyamide, or isocyanate) reacts with the resin to form a durable cross-linked network. The proportion of curing agent in the coating directly affects the coating performance and drying speed. The main types of coatings are: epoxy, polyurethane, and unsaturated polyester. Curing agent cured coatings are versatile and provide a strong and durable finish that can withstand chemical exposure and mechanical wear. They are widely used in industrial and automotive applications that require a strong protective layer.
- Bake Cure Coatings:Bake cure coatings are chemically weak on their own, so they require high temperatures to cure. Heat accelerates the polymerization process, forming a hard protective film. These coatings are often used in applications that require high durability and resistance to environmental factors. For example, automotive coatings, industrial coatings, and appliance coatings often rely on bake-cure coatings to achieve their outstanding performance characteristics. Representative coatings include: amino bake lacquers, acrylic bake lacquers, polyester paints, thermosetting polyurethanes, epoxy bake lacquers, and silicone coatings, among others.
- Radiation-cured coatings:Radiation-cured coatings use ultraviolet (UV) light or electron beams to initiate polymerization. These coatings cure quickly, offering significant advantages in production speed and energy efficiency. Radiation-cured coatings are often used in electronic, optical, and medical device applications because of their high performance and minimal environmental impact. They offer excellent abrasion resistance, chemical resistance, and adhesion.
Inorganic conversion coatings are formed by chemical reactions on the metal surface, converting it into metal oxides or mineral compounds. These coatings are highly valued for their excellent corrosion resistance and surface protection.

Application of inorganic chemical reaction conversion coating
- Chromate Coatings:Chromate coatings form a layer of chromate compounds on the metal surface, providing excellent corrosion resistance and paint adhesion. Despite their effectiveness, chromate coatings contain hexavalent chromium, which is highly toxic and environmentally hazardous. As a result, their use is being phased out in favor of safer alternatives. Nonetheless, they have been widely used in aerospace and military applications where superior corrosion protection is critical.
- Phosphate Coatings:Phosphate coatings are created by reacting phosphate salts with the metal surface to form a layer of metal phosphate. These coatings are commonly used for corrosion protection, paint adhesion, and as a lubricant base in cold forming processes. The three main types of phosphate coatings are zinc, iron, and manganese phosphates, each offering different levels of corrosion resistance and mechanical properties. Phosphate coatings are prevalent in automotive, heavy machinery, and construction industries.
- Oxide Coatings:Oxide coatings are formed by oxidizing the metal surface, creating a layer of metal oxide. Anodizing is a well-known process for aluminum, producing a durable and corrosion-resistant oxide layer. Other metals, such as titanium and zinc, can also be anodized. Oxide coatings enhance the corrosion resistance and wear resistance of the substrate. They are commonly used in aerospace, electronics, and architectural applications.
- Zinc Phosphate Coatings:Zinc phosphate coatings provide a robust barrier against corrosion and serve as an excellent primer base. The zinc phosphate layer improves paint adhesion and offers enhanced protection against environmental factors. These coatings are widely used in the automotive industry, heavy machinery, and industrial equipment to extend the lifespan of components and reduce maintenance costs.
- Passivation Films:Passivation films involve the treatment of stainless steel and other alloys to form a thin, protective oxide layer. The passivation process typically involves using nitric acid or citric acid to remove free iron from the surface, resulting in a passive oxide film that enhances corrosion resistance. Passivation is commonly used in the food processing, pharmaceutical, and medical device industries to ensure the longevity and cleanliness of stainless steel components.
- Phosphating:Phosphating involves treating the metal surface with phosphoric acid to create a protective phosphate layer. This process improves corrosion resistance and provides an excellent base for subsequent painting or coating. Phosphating is widely used in automotive, appliance, and construction industries for its ability to enhance the adhesion and durability of topcoats.
- Nitriding:Nitriding is a surface hardening process that involves diffusing nitrogen into the metal surface to form a hard, wear-resistant layer. This process is commonly applied to steel components to improve surface hardness, fatigue resistance, and corrosion resistance. Nitrided surfaces are used in aerospace, automotive, and tooling applications where high wear resistance and durability are essential.
Conversion coatings, whether organic or inorganic, play a critical role in protecting and enhancing metal surfaces. By understanding the various types and their specific applications, coating specialists can make informed decisions to optimize performance and durability. Organic coatings offer versatility and aesthetic appeal, while inorganic coatings provide robust protection against corrosion and wear. Together, they ensure that the products we use daily remain durable, functional, and visually appealing, showcasing the brilliance of chemical conversion technology.
{kind=link}